在座的各位,有拼過高達嗎?
簡單來説,正兒八經拼一個高達,需要經過以下幾個步驟:
▲圖片來自:模玩控
整個流程,其實跟造一輛車是差不多的:從製造單個零件,到焊接零件,再到塗裝。
以下車體總成為例。
首先將鋼材通過開卷線開卷,再通過不同的壓力機,完成大大小小各種車身單體零件的製造。修邊衝孔後,通過焊接或螺接的方式,把單體零件組裝成前、中、後地板,最後組成下車體總成。
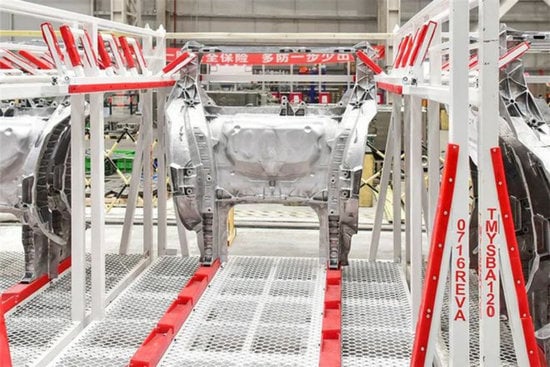
▲蔚來的衝壓生產線
説起來很簡單,但造車和拼高達還是不能相提並論的,一個萬代 RG RX-78-2 元祖高達約有 250 個零件,而一套下車體總成的零件,就超過了 370 個。
倘若要從成本上來考量,二者就完全沒有可比性了。
在衝壓環節,一個產能 50 萬的後地板生產線大約需要大型壓力機 1 台、小型壓力機 15 台、大型模具 1 台、小型模具 15 台,設備的總成本約為 1 億元。
▲大眾的焊接作業
焊接環節則需要焊接機器人 2 台、焊接搬運機器人 1 台、夾具 1 組,設備成本約為 1.25 億元。
可以看到,使用傳統的衝壓&焊接工藝來生產後地板,光是設備成本就需要 2.25 億元,而設備,僅僅是基礎。
如此規模的生產線,大約需要 120 名員工,人力成本約為 0.3 億元;再加上 700-800 個焊點所耗費的 3.75 億元,總成本來到了 6.3 億元人民幣。
關於造車要多少錢,蔚來 CEO 李斌去年年底就有提到:
所以造車這件事,能不碰還是儘量不要碰,想讓自己的「工匠精神」得到體現,你不如去拼高達。
已經造了的怎麼辦?
有些朋友可能已經猜到我要説什麼了,北美掀起的那陣一體式壓鑄的浪潮,早已隨着東北信風,與北赤道暖流一同漂到了特斯拉上海超級工廠。
從 2021 年初開始,特斯拉上海超級工廠交付的 Model Y,都採用了一體式壓鑄成型的後地板。
有賴於各家汽車媒體的普及,大家都知道這玩意兒能給車企省成本,那究竟能省多少呢?
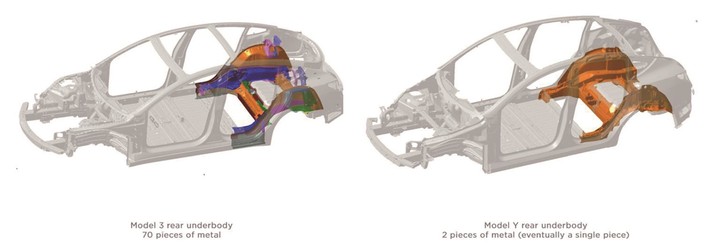
2020 年,特斯拉曾表示 Model Y 的一體化壓鑄後地板方案,能夠將零件個數由 70 個減少至 1-2 個。
這就相當於,你拼高達還在打磨手臂的零件呢,結果馬斯克過來讓你別磨了,然後直接往你手裏塞了倆拼好的手臂。
由於一體式壓鑄方案大大減少了單體零件的數量,因此同樣是 50 萬年產能後地板產線,焊裝成本直接從原來的 3.75 億元降至 0.25 億元,人力成本也從 0.3 億元下降至 0.045 億元。這麼一看,簡直跟不要錢似的。
實際上,與傳統&焊接方案不同,一體式壓鑄方案的成本主要來自於生產設備。
特斯拉曾在去年 2 月放出了一段上海超級工廠壓鑄機的視頻,那是由力勁集團生產的大型壓鑄機 Giga Press,鎖模力為 6000 噸,長 20 米,寬 7.5 米,高 6 米,重量達到了 410 噸。目前,上海工廠共有 4 台壓鑄機。
只有壓鑄機還不夠,整個壓鑄島單元還包含了許多外圍設備,包括壓鑄模具、熔煉爐、噴塗設備、拾取設備、冷卻設備、修邊機、輸送帶、油温機、高真空設備等。
要實現年產能 50 萬,預計需要 4 套壓鑄島,夾具 5-6 套,焊機 2 台,機器人 5-6 台,成本約為 4.5 億元。加上前面的焊裝成本和人力成本,一體式壓鑄方案的總成本約為 4.8 億元——比傳統衝壓&焊接方案節省了 1.5 億元。
而這只是一塊後地板省下來的錢。
▲右下方的 Model Y 為奧斯汀工廠所產
特斯拉得州奧斯汀工廠 2022 年一季度財報顯示,該工廠在後地板的基礎上,增加了前地板(前縱梁)的一體化壓鑄,將前後地板的零部件數量從 171 個減少至 2 個,焊點數量減少了超過 1600 個。
這又省下了一筆錢。
2021 年,特斯拉還在德國柏林工廠開放日上展示了特斯拉一體化壓鑄底盤,他們計劃用 2-3 個大型壓鑄件取代原有的 370 個單體零件,組成下車體總成。
可見,馬斯克腦子裏想的,可不是一個拼好的手臂或者拼好的腿,他想要的是一整個拼好的「高達」。
最不值錢的,是錢
據《汽車商業評論》援引理想汽車 CEO 李想的觀點,特斯拉的主要目的,是提高產能,而且是原地起飛的那種。
前面提到,在傳統工藝下,下車體總成的製造需要經過沖壓和焊接兩大車間,生產一個下車體總成的工時超過 2 個小時。
而 Model Y 後地板的一體化壓鑄時間約為 180 秒——三分鐘搞定一個。
一體化壓鑄不僅能大幅度提高車輛的生產效率,還能將車型的開發週期大大縮短。
在傳統汽車製造中,由於零部件眾多,匹配管控耗時較長,需要經過三輪綜合匹配,才能將各零部件固化穩定在公差要求範圍之內,整個週期通常會長達 6 個月。
得益於一體化壓鑄,零件數量大大減少,簡化了物流,也降低了匹配的難度與管控成本,能夠將開發週期縮短至 1-2 個月。
另外,一體化壓鑄還提高車輛的各項性能。
你沒有聽錯,各項性能。這就像《神鵰俠侶》中楊過吞下的蛇膽,《倚天屠龍記》中張無忌吃過的崑崙山蟠桃,《天龍八部》中的段譽吃下的莽牯朱蛤……
▲《神鵰俠侶》劇照
因為它足夠輕——採用了一體式壓鑄的特斯拉下車體總成,可使整車減重 10%。
相比燃油轎車,新能源汽車雖然少了發動機和變速箱,但其三電系統增重較大,尤其是電池——電池能量密度約為 0.1-0.3kWh/kg,燃油的能量密度約為 12kWh/kg。
國海證券的一份調查報告顯示,相較於燃油版車型,其插混版車型的重量增加了約 12-18%,純電版則增加了約 19-32%。
2019 汽車輕量化大會中有數據顯示,純電車型的整車重量每降低 10%:
不僅如此,輕量化的車身也提升了汽車操控的穩定性,這一點我深有體會。
在同一條賽道中,駕駛純電車型時(如 Taycan、Model S 等),剎車點往往要提前許多。同時,高車重也降低了彎中極限,令我必須以更慢的速度進彎。
這些經驗……都是我從模擬器裏得來的。你先別急着動手,雖是模擬器,但確實是這個道理。
此外,一體化壓鑄件還有抗扭剛度大、成型精度高的優點,馬斯克對此還十分自信。
面對消費者對於 Model 3 車身接縫的不滿,馬斯克甚至表示,「Model 3 的接縫如此差勁的根本原因是沒有采用一體化壓鑄技術。」
一體化壓鑄是趨勢,我們躲不掉
「28 萬特斯拉撞一下,維修要花 20 萬」的新聞,大家應該都看過,市場對於一體化壓鑄件的擔憂,也是從這時候開始的。
對於橫貫車身左右的大型一體化壓鑄件來説,一側受損,也只能整體更換。不少人認為,這是特斯拉把生產成本「轉嫁」到消費者身上。
誠然,倘若是採用單件焊接的車輛,並不存在這樣的風險,但從行業的角度來看,用户終究還是要為技術的革新買單。
在這條賽道上,馬斯克並不是唯一一位選手。
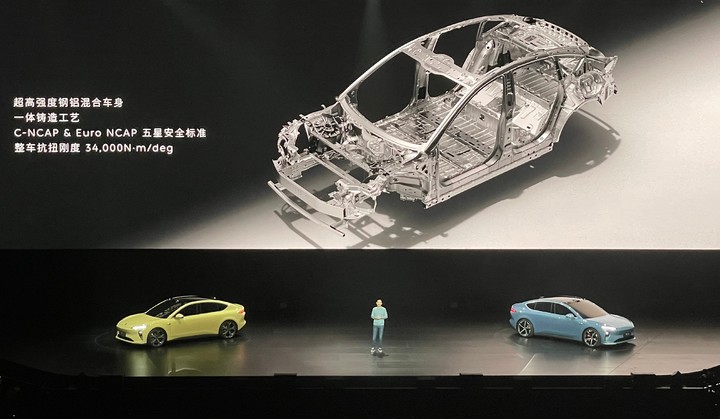
2021 年 10 月 18 日,蔚來表示,他們成功開發了可用於製造大型壓鑄件的免熱處理材料,全新的材料將會應用在蔚來第二代平台車型上。兩個月後,蔚來就在 NIODay 上宣佈,蔚來 ET5 的車身後地板相關部件將採用一體式鑄造成型。
蔚來稱,這一轉變可使後地板重量降低 30%,後備箱空間增加 11L,整車抗扭剛度從 31kNm/deg 提升至 34kNm/deg 。當然了,更重要的是,它降低了生產成本。
小鵬汽車則攜手廣東鴻圖,為其武漢工廠引入了一套超大型壓鑄島及自動化生產線。今年 1 月,小鵬汽車還宣佈佈局一體化前艙總成、一體化後地板總成和一體化電池托盤等關鍵部件的項目。
想吃螃蟹的不只是新能源企業。
梅賽德斯-奔馳今年也帶來了他們的最新科研成果——VISION EQXX,這輛概念車採用了名為「BIONEQXX」的一體式壓鑄部件;沃爾沃則計劃對其瑞典工廠投資 100 億瑞典克朗來引進這一工藝;大眾也在上週推出了他們的後車身一體式鋁壓鑄件樣件。
是的,一體化壓鑄是趨勢,我們躲不掉。
參考資料:
國信證券《汽車行業一體化壓鑄專題:鋁壓鑄向大型化、一體化發展》
國海證券《特斯拉生產製造革命:一體化壓鑄》
汽車商業評論《一體化壓鑄,讓造車更簡單?》
資料來源:愛範兒(ifanr)
簡單來説,正兒八經拼一個高達,需要經過以下幾個步驟:
- 剪取零件,並使用銼刀、砂紙等工具將水口打磨平整;
- 按照説明書順序,拼裝軀幹、肢體、頭部、武器等;
- 將拼好的軀幹、肢體等部位組合起來,完成素組;
- 根據需要,對高達進行貼紙、噴塗、滲線等操作。
▲圖片來自:模玩控

整個流程,其實跟造一輛車是差不多的:從製造單個零件,到焊接零件,再到塗裝。
以下車體總成為例。
首先將鋼材通過開卷線開卷,再通過不同的壓力機,完成大大小小各種車身單體零件的製造。修邊衝孔後,通過焊接或螺接的方式,把單體零件組裝成前、中、後地板,最後組成下車體總成。
▲蔚來的衝壓生產線

説起來很簡單,但造車和拼高達還是不能相提並論的,一個萬代 RG RX-78-2 元祖高達約有 250 個零件,而一套下車體總成的零件,就超過了 370 個。
倘若要從成本上來考量,二者就完全沒有可比性了。
在衝壓環節,一個產能 50 萬的後地板生產線大約需要大型壓力機 1 台、小型壓力機 15 台、大型模具 1 台、小型模具 15 台,設備的總成本約為 1 億元。
▲大眾的焊接作業
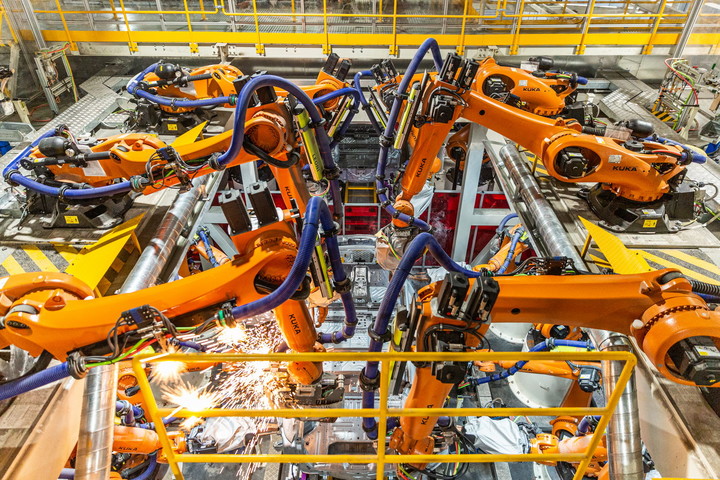
焊接環節則需要焊接機器人 2 台、焊接搬運機器人 1 台、夾具 1 組,設備成本約為 1.25 億元。
可以看到,使用傳統的衝壓&焊接工藝來生產後地板,光是設備成本就需要 2.25 億元,而設備,僅僅是基礎。
如此規模的生產線,大約需要 120 名員工,人力成本約為 0.3 億元;再加上 700-800 個焊點所耗費的 3.75 億元,總成本來到了 6.3 億元人民幣。
關於造車要多少錢,蔚來 CEO 李斌去年年底就有提到:
引用造車需要儲備的資金門檻,幾年前我説的是 200 億(元),現在沒有 400 億可能都幹不了了。
所以造車這件事,能不碰還是儘量不要碰,想讓自己的「工匠精神」得到體現,你不如去拼高達。
已經造了的怎麼辦?
有些朋友可能已經猜到我要説什麼了,北美掀起的那陣一體式壓鑄的浪潮,早已隨着東北信風,與北赤道暖流一同漂到了特斯拉上海超級工廠。
從 2021 年初開始,特斯拉上海超級工廠交付的 Model Y,都採用了一體式壓鑄成型的後地板。
有賴於各家汽車媒體的普及,大家都知道這玩意兒能給車企省成本,那究竟能省多少呢?
2020 年,特斯拉曾表示 Model Y 的一體化壓鑄後地板方案,能夠將零件個數由 70 個減少至 1-2 個。
這就相當於,你拼高達還在打磨手臂的零件呢,結果馬斯克過來讓你別磨了,然後直接往你手裏塞了倆拼好的手臂。
由於一體式壓鑄方案大大減少了單體零件的數量,因此同樣是 50 萬年產能後地板產線,焊裝成本直接從原來的 3.75 億元降至 0.25 億元,人力成本也從 0.3 億元下降至 0.045 億元。這麼一看,簡直跟不要錢似的。
實際上,與傳統&焊接方案不同,一體式壓鑄方案的成本主要來自於生產設備。
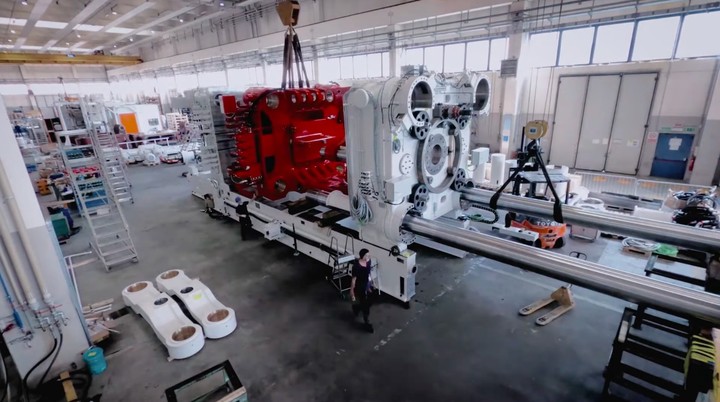
特斯拉曾在去年 2 月放出了一段上海超級工廠壓鑄機的視頻,那是由力勁集團生產的大型壓鑄機 Giga Press,鎖模力為 6000 噸,長 20 米,寬 7.5 米,高 6 米,重量達到了 410 噸。目前,上海工廠共有 4 台壓鑄機。
只有壓鑄機還不夠,整個壓鑄島單元還包含了許多外圍設備,包括壓鑄模具、熔煉爐、噴塗設備、拾取設備、冷卻設備、修邊機、輸送帶、油温機、高真空設備等。
要實現年產能 50 萬,預計需要 4 套壓鑄島,夾具 5-6 套,焊機 2 台,機器人 5-6 台,成本約為 4.5 億元。加上前面的焊裝成本和人力成本,一體式壓鑄方案的總成本約為 4.8 億元——比傳統衝壓&焊接方案節省了 1.5 億元。
而這只是一塊後地板省下來的錢。
▲右下方的 Model Y 為奧斯汀工廠所產
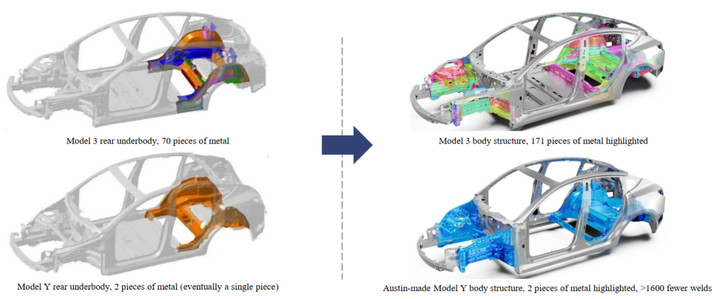
特斯拉得州奧斯汀工廠 2022 年一季度財報顯示,該工廠在後地板的基礎上,增加了前地板(前縱梁)的一體化壓鑄,將前後地板的零部件數量從 171 個減少至 2 個,焊點數量減少了超過 1600 個。
這又省下了一筆錢。
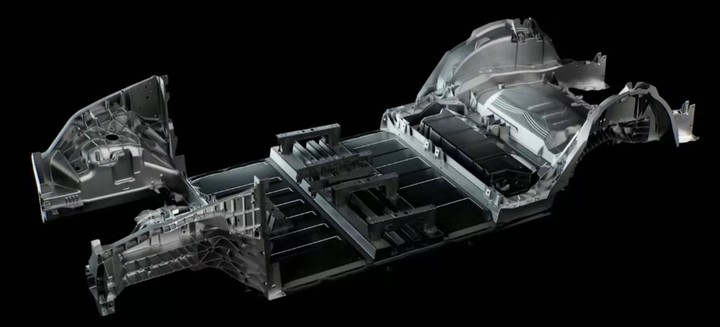
2021 年,特斯拉還在德國柏林工廠開放日上展示了特斯拉一體化壓鑄底盤,他們計劃用 2-3 個大型壓鑄件取代原有的 370 個單體零件,組成下車體總成。
可見,馬斯克腦子裏想的,可不是一個拼好的手臂或者拼好的腿,他想要的是一整個拼好的「高達」。
最不值錢的,是錢
據《汽車商業評論》援引理想汽車 CEO 李想的觀點,特斯拉的主要目的,是提高產能,而且是原地起飛的那種。
引用特斯拉為什麼要做一體式鑄造的車身?不是為了降低成本,而是為了提升生產效率。在它眼裏成本和效率不是一個概念,效率是説怎麼在最短時間內提供足夠多的產能,這是它思考得很多、很多的問題。上海工廠 1300 畝地,今年大概能做到 80 到 90 萬的產能,這在歷史上從來沒有出現過。
前面提到,在傳統工藝下,下車體總成的製造需要經過沖壓和焊接兩大車間,生產一個下車體總成的工時超過 2 個小時。
而 Model Y 後地板的一體化壓鑄時間約為 180 秒——三分鐘搞定一個。
一體化壓鑄不僅能大幅度提高車輛的生產效率,還能將車型的開發週期大大縮短。
在傳統汽車製造中,由於零部件眾多,匹配管控耗時較長,需要經過三輪綜合匹配,才能將各零部件固化穩定在公差要求範圍之內,整個週期通常會長達 6 個月。
得益於一體化壓鑄,零件數量大大減少,簡化了物流,也降低了匹配的難度與管控成本,能夠將開發週期縮短至 1-2 個月。
另外,一體化壓鑄還提高車輛的各項性能。
你沒有聽錯,各項性能。這就像《神鵰俠侶》中楊過吞下的蛇膽,《倚天屠龍記》中張無忌吃過的崑崙山蟠桃,《天龍八部》中的段譽吃下的莽牯朱蛤……
▲《神鵰俠侶》劇照

因為它足夠輕——採用了一體式壓鑄的特斯拉下車體總成,可使整車減重 10%。
相比燃油轎車,新能源汽車雖然少了發動機和變速箱,但其三電系統增重較大,尤其是電池——電池能量密度約為 0.1-0.3kWh/kg,燃油的能量密度約為 12kWh/kg。
國海證券的一份調查報告顯示,相較於燃油版車型,其插混版車型的重量增加了約 12-18%,純電版則增加了約 19-32%。
2019 汽車輕量化大會中有數據顯示,純電車型的整車重量每降低 10%:
- 平均續航里程將增加 5%-8%;
- 電能消耗可減少 6.3%;
- 0-100km/h 加速性能可提升 8-10%;
- 制動距離可縮短 2-7m。
不僅如此,輕量化的車身也提升了汽車操控的穩定性,這一點我深有體會。

在同一條賽道中,駕駛純電車型時(如 Taycan、Model S 等),剎車點往往要提前許多。同時,高車重也降低了彎中極限,令我必須以更慢的速度進彎。
這些經驗……都是我從模擬器裏得來的。你先別急着動手,雖是模擬器,但確實是這個道理。
此外,一體化壓鑄件還有抗扭剛度大、成型精度高的優點,馬斯克對此還十分自信。
引用下一代 Model Y 的精度,將以微米為單位,而不再是毫米。
面對消費者對於 Model 3 車身接縫的不滿,馬斯克甚至表示,「Model 3 的接縫如此差勁的根本原因是沒有采用一體化壓鑄技術。」
一體化壓鑄是趨勢,我們躲不掉
「28 萬特斯拉撞一下,維修要花 20 萬」的新聞,大家應該都看過,市場對於一體化壓鑄件的擔憂,也是從這時候開始的。
對於橫貫車身左右的大型一體化壓鑄件來説,一側受損,也只能整體更換。不少人認為,這是特斯拉把生產成本「轉嫁」到消費者身上。
誠然,倘若是採用單件焊接的車輛,並不存在這樣的風險,但從行業的角度來看,用户終究還是要為技術的革新買單。
在這條賽道上,馬斯克並不是唯一一位選手。
2021 年 10 月 18 日,蔚來表示,他們成功開發了可用於製造大型壓鑄件的免熱處理材料,全新的材料將會應用在蔚來第二代平台車型上。兩個月後,蔚來就在 NIODay 上宣佈,蔚來 ET5 的車身後地板相關部件將採用一體式鑄造成型。
蔚來稱,這一轉變可使後地板重量降低 30%,後備箱空間增加 11L,整車抗扭剛度從 31kNm/deg 提升至 34kNm/deg 。當然了,更重要的是,它降低了生產成本。
小鵬汽車則攜手廣東鴻圖,為其武漢工廠引入了一套超大型壓鑄島及自動化生產線。今年 1 月,小鵬汽車還宣佈佈局一體化前艙總成、一體化後地板總成和一體化電池托盤等關鍵部件的項目。
想吃螃蟹的不只是新能源企業。

梅賽德斯-奔馳今年也帶來了他們的最新科研成果——VISION EQXX,這輛概念車採用了名為「BIONEQXX」的一體式壓鑄部件;沃爾沃則計劃對其瑞典工廠投資 100 億瑞典克朗來引進這一工藝;大眾也在上週推出了他們的後車身一體式鋁壓鑄件樣件。
是的,一體化壓鑄是趨勢,我們躲不掉。
參考資料:
國信證券《汽車行業一體化壓鑄專題:鋁壓鑄向大型化、一體化發展》
國海證券《特斯拉生產製造革命:一體化壓鑄》
汽車商業評論《一體化壓鑄,讓造車更簡單?》
資料來源:愛範兒(ifanr)


請按此登錄後留言。未成為會員? 立即註冊